502 Union Elbow SAE 040201 Inverted Flare Brass Industrial Fittings 3502
 SAE 040201 3502
SAE 040201 3502
|
PART# |
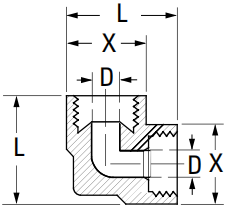
TUBE O.D | D | X | L |
| 502-04 | 1/4 | .188 | .53 | .77 |
| 502-05 | 5/16 | .219 | .59 | .86 |
| 502-06 | 3/8 | .281 | .72 | 1.04 |
Interchangeability for reference
Parker : 255IFHD-4
Eaton/WeatherHead : 502×4 502×5*502×6
Midland : 12-110 12-111 12-112
attention please :Quotations and delivery of non-stock items supplied on request. Configurations and dimen sions subject to change without notice. Additional information can be found in SAE J530 Automotive Pipe Fittings and SAE J531 Drain Plugs.
Brass Inverted Flare Fittings & Adapters
Industry Standard - SAE J512 Inverted Flare
Applications
LP and natural gas, flammable liquids, hydraulic brake, power steering, fuel lines and transmission cooler lines, refrigeration, hydraulic and pneumatic systems. Used on low, medium and high pressure lines under the most adverse conditions, compatible with copper, brass, aluminum and steel hydraulic tubing that can be flared.
Features
- Construction – Short nut affords very close tube bends. Steel or brass tube nut, straight barstock & forged fittings.
- Good Vibration resistance – Use long nut when greater vibration resistance is required.
- Conformance – Heavy duty flare fittings are manufactured to SAE specifications, Meets specifications and standards of ASA, ASME, SAE, and MS (Military standards).
- Reusability – Can be assembled and re-assembled repeatedly & Resists mechanical pull-out.
Specification
- Temperature Range: -65°F to +250°F (-53°C to +121°C) range at maximum operating pressures.
- Working Pressure: up to 2000 psi depending on tube size. Will withstand burst pressure of standard tubing – up to 5000 psi with bundy-weld (double flared) and 3500 psi with copper tubing, depending on size. Obviously, Temperature and type of tubing used are important factors.
Installation Instructions
- Cut tubing to desired length. Make sure all burrs are removed and the ends are cut square.
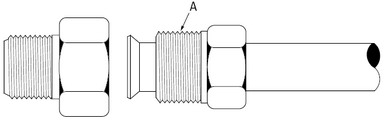
- Slide nut on tube. Threaded end “A” of nut must face out.
- Flare end of tube with a 45° flaring tool. See page 20 for flare data.
a. Measure flare diameter.
b. Examine flare for excessive thin out.
c. On thin wall, welded or brazed tubing, use double flare to prevent pinch-off and cracked flares. - Lubricate threads and assemble to connector body. Nut should be turned hand tight.
- Tighten assembly with a wrench until a solid feeling is encountered. From that point, apply a one-sixth turn.